Průměr elektrody 1,6 mm dovoluje svařovat i plechy o síle 1,0 mm! Elektroda s širokou oblastí použití. Na nelegované, nízkolegované a tepluvzdorné ocele, pro kotlové ocele a rentgenované svary, také na ocelolitinu. Zvlášť vhodné na montážní sváření a sváření potrubí.Invertor svářecí Omicron Gama 1950A je profesionální ✅ svářečka pro sváření obalenou elektrodou – MMA a i metodou TIG. Extra výkonný, český ✅ a vysoce spolehlivý zdroj pro… Invertorový svářecí zdroj, který za to opravdu stojí ✅. Profi mašina na sváření obalenou elektrodou a LiftTigem.Při zapalování oblouku se lehce doktneme elektrodou svařence a za stisknutí tlačítka na pistoli oddálíme 2-3 mm elektrodu od svařence a tím zapálíme oblouk. Výkonové využití nebo také zatěžovatel – týká se všech svářeček a jedná se o velmi důležitý parametr.
Jak správně svařovat s co2 : Svařování s CO
Zapojení CO2: Připojte redukční ventil na tlakovou lahev s CO2. Na výstup ventilu připojte plynovou hadici od svářečky. Otevřete redukční ventil na lahvi s CO2 a nastavte požadovaný průtok plynu (obvykle 10-15 l/min.). Zahájení svařování: Spusťte oblouk a začněte svařovat.
Jak svařovat plechy
Slabé plechy, trubky a profily z hliníkových slitin se nejčastěji svařují metodou TIG. Je nutné použít střídavý proud, který napomáhá odstraňování oxidů hliníku z místa svařování. Ochranným plynem je argon, někdy je vhodné použít směs argonu s heliem (např. HELISTAR He30) pro svaření dílů rozdílných tlouštěk.
Jak svařit pozinkovaný plech : Pozink nelze dobře svařit, pokud se zinek neočistí. Jedinou možností bez čištění, a je to celkem novinka, je speciální elektroda, kterou lze svařit pozink i bez čištění.
Přibližná doba použití: Láhev o objemu 8 litrů naplněná na 200 barů při průtoku nastaveném na 8 l/min vydrží zhruba na 200 minut sváření. Název tohoto typu svářeček je odvozován od slova invertor, česky měnič. Zařízení využívá principu tzv. spínaného zdroje, který dokáže měnit střídavé napětí ze zásuvky (50 Hz) na vysokofrekvenční (až 100 kHz) a následně jej usměrní.
Jaký proud při svařování CO2
Jak nastavit svářečky MIG/MAG – CO2
Materiál = mm
Svařovací napětí V
Svářecí proud A
1,5
18,0 – 19,0
80 – 90
2,0
19,0 – 20,0
100 – 110
3,0
19,0 – 21,0
130 – 150
5,0
21,0 – 23,0
170 – 190
Svarové plochy musí být zbavené všech nečistot a mastnoty. Oblouk zapálíme lehkým kontaktem o svařované místo a následným oddálením cca 5 mm. Dochází k roztavení kovu a vzniká svarová lázeň. Elektrodu mírně táhneme a současně mírně pohybujeme do stran, udržujeme předepsanou vzdálenost oblouku.Pro nátěry pozinkovaného plechu je určená barva Herbol – Protector. Její hlavní výhodou je přilnavost nejen na železné, ale i na neželezné kovy (zinek, hliník). U nových pozinkovaných střech se dávají dvě vrstvy, plech musí být předtím odmaštěn čpavkovou vodou (bližší v technickém listu na www.herbol.cz – produkty). Poměděný svářecí drát ( G3Si1 a G4Si1 ( SG2 a SG3 ) )
Pro svařování jemnozrnných ocelí s minimální mezí kluzu do 420 MPa a nelegovaných konstrukčních ocelí s pevností až do 530 MPa v ochranných atmosférách směsných plynů Ar s CO2 do 20% nebo v čistém CO2 .
Jak dlouho vydrzi 2l CO2 : 2 litrová láhev vydrží pro 100 litrové akvárium bez problémů několik měsíců i při opravdu silném přihnojování. Plněno potravinářským CO2.
Jak funguje invertor : invertor je typem elektrického motoru, který je řízen přímo elektronicky, a díky tomu má plynulou regulaci otáček a hladký chod. Protože na rozdíl od běžných motorů neobsahuje uhlíky, jež se časem opotřebovávají a způsobují nechtěné tření a jiskření, nabídne i podstatně delší životnost. Ideální je jako motor do pračky.
Co lze svařovat
Svařovat lze kovové i nekovové materiály a materiály podobných i různých vlastností. Pro různé typy spojů a materiálů jsou vhodné různé metody svařování. Při svařování dojde vždy ke změně fyzikálních nebo mechanických vlastností základního spojovaného materiálu v okolí spoje. Důležitým bodem je nastavení velikosti svařovacího proudu. Obecné pravidlo zní, že velikost proudu v ampérech se rovná přibližně čtyřicetinásobku průměru elektrody v milimetrech. Tzn. že pro elektrodu 2,0 mm je odpovídající svařovací proud přibližně 80 A.Přibližná doba použití: Láhev o objemu 8 litrů naplněná na 200 barů při průtoku nastaveném na 8 l/min vydrží zhruba na 200 minut sváření.
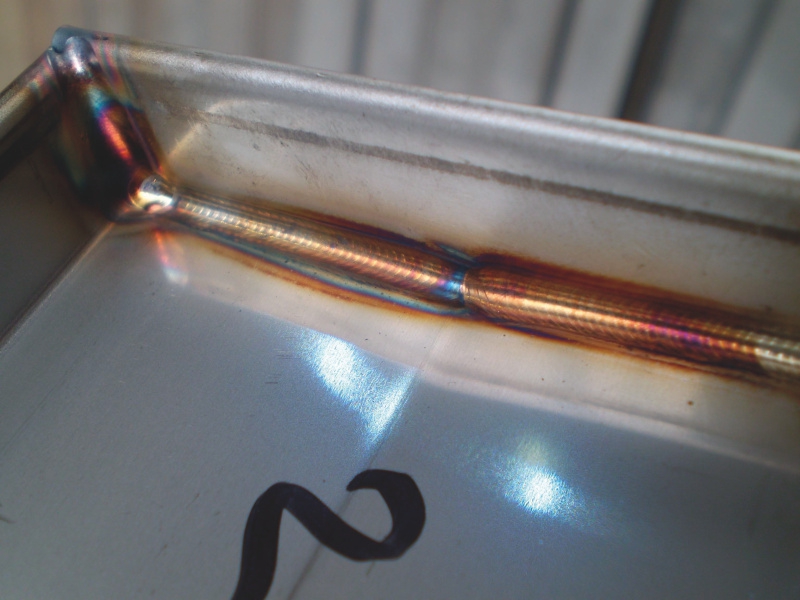
Jak poznat dobrý svár : Dobrý svár by měl vypadat nějak takto. Je rovnoměrný, ani příliš vysoký, ani roztrhaný. Byla dodržena rychlost pohybu i vzdálenost elektrody od svařovaného materiálu. Svařovaný materiál je stejnoměrně prohřátý.


![Kladsko-5-malý-Karlův-Most[1]](https://www.einarstrayorchestra.com/wp-content/uploads/2024/06/Kladsko-5-maly-Karluv-Most1-1024x692-250x120.jpg)
![Stubai[1]](https://www.einarstrayorchestra.com/wp-content/uploads/2024/06/Stubai1-250x120.jpg)


Antwort Jak svařit tenký plech? Weitere Antworten – Jakou elektrodu na plech
Průměr elektrody 1,6 mm dovoluje svařovat i plechy o síle 1,0 mm! Elektroda s širokou oblastí použití. Na nelegované, nízkolegované a tepluvzdorné ocele, pro kotlové ocele a rentgenované svary, také na ocelolitinu. Zvlášť vhodné na montážní sváření a sváření potrubí.Invertor svářecí Omicron Gama 1950A je profesionální ✅ svářečka pro sváření obalenou elektrodou – MMA a i metodou TIG. Extra výkonný, český ✅ a vysoce spolehlivý zdroj pro… Invertorový svářecí zdroj, který za to opravdu stojí ✅. Profi mašina na sváření obalenou elektrodou a LiftTigem.Při zapalování oblouku se lehce doktneme elektrodou svařence a za stisknutí tlačítka na pistoli oddálíme 2-3 mm elektrodu od svařence a tím zapálíme oblouk. Výkonové využití nebo také zatěžovatel – týká se všech svářeček a jedná se o velmi důležitý parametr.
Jak správně svařovat s co2 : Svařování s CO
Zapojení CO2: Připojte redukční ventil na tlakovou lahev s CO2. Na výstup ventilu připojte plynovou hadici od svářečky. Otevřete redukční ventil na lahvi s CO2 a nastavte požadovaný průtok plynu (obvykle 10-15 l/min.). Zahájení svařování: Spusťte oblouk a začněte svařovat.
Jak svařovat plechy
Slabé plechy, trubky a profily z hliníkových slitin se nejčastěji svařují metodou TIG. Je nutné použít střídavý proud, který napomáhá odstraňování oxidů hliníku z místa svařování. Ochranným plynem je argon, někdy je vhodné použít směs argonu s heliem (např. HELISTAR He30) pro svaření dílů rozdílných tlouštěk.
Jak svařit pozinkovaný plech : Pozink nelze dobře svařit, pokud se zinek neočistí. Jedinou možností bez čištění, a je to celkem novinka, je speciální elektroda, kterou lze svařit pozink i bez čištění.
Přibližná doba použití: Láhev o objemu 8 litrů naplněná na 200 barů při průtoku nastaveném na 8 l/min vydrží zhruba na 200 minut sváření.
Název tohoto typu svářeček je odvozován od slova invertor, česky měnič. Zařízení využívá principu tzv. spínaného zdroje, který dokáže měnit střídavé napětí ze zásuvky (50 Hz) na vysokofrekvenční (až 100 kHz) a následně jej usměrní.
Jaký proud při svařování CO2
Jak nastavit svářečky MIG/MAG – CO2
Svarové plochy musí být zbavené všech nečistot a mastnoty. Oblouk zapálíme lehkým kontaktem o svařované místo a následným oddálením cca 5 mm. Dochází k roztavení kovu a vzniká svarová lázeň. Elektrodu mírně táhneme a současně mírně pohybujeme do stran, udržujeme předepsanou vzdálenost oblouku.Pro nátěry pozinkovaného plechu je určená barva Herbol – Protector. Její hlavní výhodou je přilnavost nejen na železné, ale i na neželezné kovy (zinek, hliník). U nových pozinkovaných střech se dávají dvě vrstvy, plech musí být předtím odmaštěn čpavkovou vodou (bližší v technickém listu na www.herbol.cz – produkty).

Poměděný svářecí drát ( G3Si1 a G4Si1 ( SG2 a SG3 ) )
Pro svařování jemnozrnných ocelí s minimální mezí kluzu do 420 MPa a nelegovaných konstrukčních ocelí s pevností až do 530 MPa v ochranných atmosférách směsných plynů Ar s CO2 do 20% nebo v čistém CO2 .
Jak dlouho vydrzi 2l CO2 : 2 litrová láhev vydrží pro 100 litrové akvárium bez problémů několik měsíců i při opravdu silném přihnojování. Plněno potravinářským CO2.
Jak funguje invertor : invertor je typem elektrického motoru, který je řízen přímo elektronicky, a díky tomu má plynulou regulaci otáček a hladký chod. Protože na rozdíl od běžných motorů neobsahuje uhlíky, jež se časem opotřebovávají a způsobují nechtěné tření a jiskření, nabídne i podstatně delší životnost. Ideální je jako motor do pračky.
Co lze svařovat
Svařovat lze kovové i nekovové materiály a materiály podobných i různých vlastností. Pro různé typy spojů a materiálů jsou vhodné různé metody svařování. Při svařování dojde vždy ke změně fyzikálních nebo mechanických vlastností základního spojovaného materiálu v okolí spoje.

Důležitým bodem je nastavení velikosti svařovacího proudu. Obecné pravidlo zní, že velikost proudu v ampérech se rovná přibližně čtyřicetinásobku průměru elektrody v milimetrech. Tzn. že pro elektrodu 2,0 mm je odpovídající svařovací proud přibližně 80 A.Přibližná doba použití: Láhev o objemu 8 litrů naplněná na 200 barů při průtoku nastaveném na 8 l/min vydrží zhruba na 200 minut sváření.
Jak poznat dobrý svár : Dobrý svár by měl vypadat nějak takto. Je rovnoměrný, ani příliš vysoký, ani roztrhaný. Byla dodržena rychlost pohybu i vzdálenost elektrody od svařovaného materiálu. Svařovaný materiál je stejnoměrně prohřátý.